




14-15 maja
|
![Nowoczesny przemysł [część 1]. Inteligentna fabryka, czyli wejście na wyższy poziom świadomości produkcji](https://polskiprzemysl.com.pl/wp-content/uploads/xnowoczesny-przemysl-320x167.jpg.pagespeed.ic.db-XTRkxsG.jpg "Nowoczesny przemysł [część 1]. Inteligentna fabryka, czyli wejście na wyższy poziom świadomości produkcji")
![Nowoczesny przemysł [część 2]. Wszystko zaczyna się od projektowania, czyli jak będzie wyglądać przyszłość rozwoju produktów](https://polskiprzemysl.com.pl/wp-content/uploads/xgeneratywne-projektowanie-320x167.jpg.pagespeed.ic.Ja8x6A51jz.jpg "Nowoczesny przemysł [część 2]. Wszystko zaczyna się od projektowania, czyli jak będzie wyglądać przyszłość rozwoju produktów")







Programujesz roboty spawalnicze? Pracujesz z nimi na co dzień? Na pewno wiesz, że spawanie zrobotyzowane jest bardzo wymagającym procesem ze względu na pracę materiału, sposób przygotowania, prowadzenie palnika czy pozycję względem detalu, w którym operatorem jest robot, który bez systemów pomiarowych wykonuje powtarzalną pracę, realizując zadaną trajektorię ruchu.
Aby utrzymać wysoką jakość procesu, należy:
W przypadku małych gabarytów detali, powyższe punkty są proste do zrealizowania.
Podczas spawania detali wielkogabarytowych, zachodzi konieczność zastosowania systemu laserowej korekcji trajektorii:
Systemy składają się z czujnika laserowego montowanego na robocie oraz jednostki centralnej, przetwarzającej informacje otrzymywane z lasera.
Każdy czujnik laserowy posiada zdefiniowane pole robocze, w którym wykonuje pomiar. Na podstawie pomiaru laserowego budowany jest w systemie kontur spoiny, na którym wbudowany algorytm systemu nanosi punkt, traktowany jako rowek spawalniczy.
Oprogramowanie takich systemów posiada możliwość wyboru parametrów rozpoznawanego profilu spoiny – doczołowa bez rowka, doczołowa z rowkiem, pachwinowa, zakładkowa, otworowa itp.
Każdy z zawartych wzorów można dodatkowo doprecyzować o szczegółowe parametry definiowane w zależności od wybranego profilu, np. o kąt rozwarcia spoiny pachwinowej, maksymalną szczelinę spoiny doczołowej, czy położenie punktu na wykrytym profilu. Dzięki tej funkcjonalności zyskasz możliwość zapewnienia powtarzalnej jakości spoiny.
Roboty Kawasaki mają wbudowaną obsługę protokołu komunikacyjnego dla systemów laserowych marki Scansonic oraz Servorobot. Komunikują się z jednostkami centralnymi poprzez protokół TCP/IP w standardzie Ethernet. W zależności od modelu wybranych producentów, można używać czujników zarówno w trybie offline oraz online.
Inną formą automatycznej korekcji trajektorii spawania jest funkcjonalność RTPM (Real Time Path Modification). Roboty Kawasaki wspierają obsługę wartości Actual real value for seam tracking (Wire Stick Out), wysyłaną w protokole Ethernet IP jako zmienną ze źródeł Fronius. Aby zapewnić poprawne działanie funkcji, należy użyć ściegów zakosowych w procesie spawania – dzięki temu manipulator jest w stanie korygować się w kierunku poziomym oraz pionowym.
Aby funkcja działała prawidłowo, należy wykonać pomiar referencyjny, podczas którego zebrane zostaną wartości wejścia, na podstawie których zostanie wyznaczona wartość referencyjna.
W momencie wystąpienia zakłócenia, np. odchylenia palnika od linii wtopienia, czy zmiany szerokości rowka, następuje zmiana wolnego wylotu drutu. Źródło Fronius oblicza wartość wyjścia Wire Stick Out na podstawie zmian prądu i napięcia.
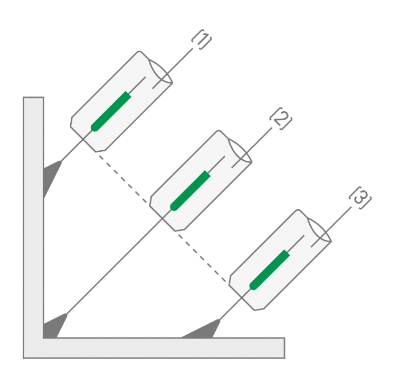 Rozważając spoinę pachwinową w punkcie (1) oraz (3), wartość wolnego wylotu elektrody wynosi 10 mm, prędkość spawania 7 m/min oraz przybliżona wartość wyjścia Wire Stick Out to 7650. W punkcie (2) wartość wolnego wylotu to 25 mm, prędkość spawania pozostaje stała, natomiast zmianie ulega wartość wyjścia Wire Stick Out – 5853. Robot Kawasaki otrzymuje parametr i porównuje go do odczytanej wartości referencyjnej.
Rozważając spoinę pachwinową w punkcie (1) oraz (3), wartość wolnego wylotu elektrody wynosi 10 mm, prędkość spawania 7 m/min oraz przybliżona wartość wyjścia Wire Stick Out to 7650. W punkcie (2) wartość wolnego wylotu to 25 mm, prędkość spawania pozostaje stała, natomiast zmianie ulega wartość wyjścia Wire Stick Out – 5853. Robot Kawasaki otrzymuje parametr i porównuje go do odczytanej wartości referencyjnej.
Na podstawie różnicy wartości aktualnej i referencyjnej, robot wprowadza korektę do trajektorii spawania. Istnieje możliwość zdefiniowania dodatkowych parametrów, np. filtra odcinającego zakłócenia (z zadaną częstotliwością i w zakresie), czy rozdzielczości korekty na wejście Wire Stick Out.
Opisane opcje są coraz częściej stosowane w przemyśle. Zapewniają precyzję pracy oraz właściwą oczekiwaną jakość. Należy jednak pamiętać, że nie w każdym typie aplikacji sprawdzą się omówione rozwiązania, ze względu na ograniczenia mechaniczne, dostęp do rowka spawalniczego czy typ złącza. Każdy projekt należy rozpatrywać indywidualnie i dobierać rozwiązanie na miarę wskazanych potrzeb.

![Liderzy polskiego rynku aut dostawczych. Który najlepiej spełni oczekiwania firmy? [RAPORT]](https://polskiprzemysl.com.pl/wp-content/uploads/xCover-320x167.jpg.pagespeed.ic.kqrqKFRnXp.jpg "Liderzy polskiego rynku aut dostawczych. Który najlepiej spełni oczekiwania firmy? [RAPORT]")










![Branża obróbki metali inwestuje w rozwój parku maszyn i urządzeń [RAPORT]](https://polskiprzemysl.com.pl/wp-content/uploads/xobrobka-metali-6-320x167.jpg.pagespeed.ic.4fm7TqTkKv.jpg "Branża obróbki metali inwestuje w rozwój parku maszyn i urządzeń [RAPORT]")


![Prognozy, szanse i wyzwania dla polskiego przemysłu na 2024 r. [ANALIZA]](https://polskiprzemysl.com.pl/wp-content/uploads/xPrzemysl-4.0-fot.-320x167.jpg.pagespeed.ic.o8zijDQlIJ.jpg "Prognozy, szanse i wyzwania dla polskiego przemysłu na 2024 r. [ANALIZA]")
