




14-15 maja
|
![Nowoczesny przemysł [część 1]. Inteligentna fabryka, czyli wejście na wyższy poziom świadomości produkcji](https://polskiprzemysl.com.pl/wp-content/uploads/xnowoczesny-przemysl-320x167.jpg.pagespeed.ic.db-XTRkxsG.jpg "Nowoczesny przemysł [część 1]. Inteligentna fabryka, czyli wejście na wyższy poziom świadomości produkcji")
![Nowoczesny przemysł [część 2]. Wszystko zaczyna się od projektowania, czyli jak będzie wyglądać przyszłość rozwoju produktów](https://polskiprzemysl.com.pl/wp-content/uploads/xgeneratywne-projektowanie-320x167.jpg.pagespeed.ic.Ja8x6A51jz.jpg "Nowoczesny przemysł [część 2]. Wszystko zaczyna się od projektowania, czyli jak będzie wyglądać przyszłość rozwoju produktów")








Podczas obróbki długich i smukłych komponentów, które są zazwyczaj podatne na drgania, prędkość obróbki w obszarach newralgicznych powinna zostać zredukowana do oscylacji harmonicznej w kontrolowany sposób. Celem jest zmniejszenie prędkości wrzeciona w sposób, który nie wpłynie negatywnie na proces obróbczy i nie doprowadzi do powstania śladów spowodowanych przez drgające narzędzie na obrabianej powierzchni.
W celu uniknięcia powyższego oraz zagwarantowania nieprzerwanego procesu produkcji należy jak najwcześniej rozwiązać krytyczne kwestie. Niniejsza aplikacja pozwala na uniknięcie niechcianych drgań w najbardziej newralgicznych momentach.
Stała zmiana prędkości pracy głównego wrzeciona może przyczynić się do wyeliminowania wszelkich drgań występujących na obrabianym kole zębatym napędowym. Zmieniając prędkość pracy wrzeciona manualnie, bardzo trudno jest osiągnąć harmoniczną prędkość wibracji głównego wrzeciona. Dlatego też należy utworzyć cykl składający się z dwóch podprogramów (pliki .SPF). Harmoniczna prędkość wibracji głównego wrzeciona uzyskiwana jest w momencie włączania i wyłączania cyklu.
Oba podprogramy cyklu tworzą podstawę późniejszego wykorzystania komendy „OSZI”, której można bezpiecznie używać w programowaniu ISO SINUMERIK programGUIDE (G-code). Cykle oraz szczegółowy opis aplikacji można pobrać na portalu Industry Support Siemens.
Przeprowadzenie operacji precyzyjnego toczenia komponentu jest nadal możliwe Podprogramy OSZI.SPF i OSZIOFF.SPF służące do wywołania i wstrzymania harmonicznych wibracji na określonej prędkości będą przechowywane w obszarze danych systemowych / cykli użytkownika zabezpieczonym hasłem. Do obszaru tego dostęp posiada jedynie upoważniony i wykwalifikowany personel. Użytkownik końcowy powinien działać odpowiedzialnie i rozważnie, jako że opisane tu cykle wymagają zmian danych systemowych.
Aplikacja
Zdjęcie poniżej prezentuje użycie funkcji zapobiegającej drganiom (OSC) w SINUMERIK. OSC i OSZIOFF mogą zostać wprowadzone do programu obróbczego danego komponentu jako komendy języka wysokiego poziomu. Jedynie zmiany procentowe prędkości wprowadzane są w nawiasach. Zmiany w cyklach użytkownika niekoniecznie są zauważalne z perspektywy operatora obrabiarki. Prosimy pamiętać, że ta funkcjonalność może być wykorzystywana jedynie w programGUIDE i nie dotyczy ShopTurn.
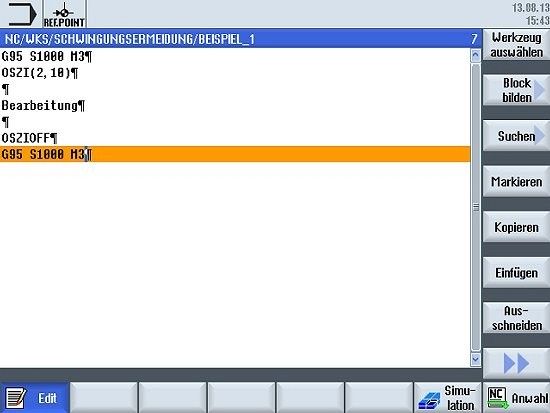
Wibracje na przedmiocie obrabianym mogą pojawiać się przez zmiany prędkości obrotowej wraz z włączoną funkcją pracy ze stałą prędkością skrawania. Dlatego też wartość obrotów ustawiona na wrzecionie stale się zmienia w zależności od średnicy pracy obrabiarki.
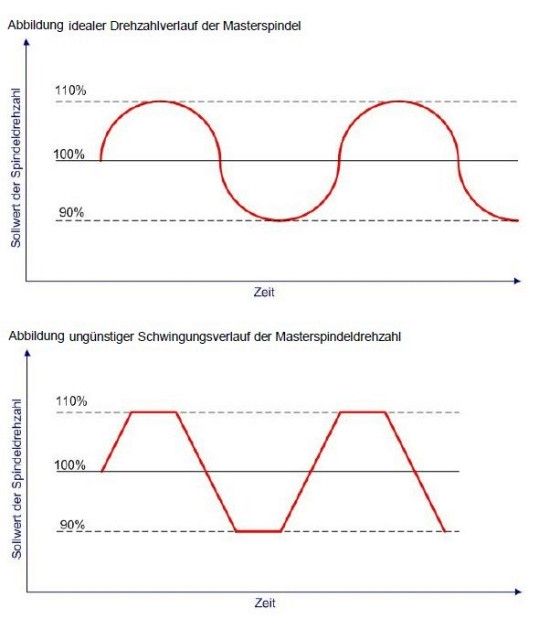
W naszym przypadku prędkość wrzeciona oscyluje pomiędzy najniższą a najwyższą granicą w wybranym okresie czasu. W niniejszym przykładzie wybrana wartość prędkości wrzeciona oscyluje pomiędzy 90% a 110% wybranej prędkości znamionowej. Interwał czasowy ustawiono na 2 sekundy przy początkowej prędkości wrzeciona 1000 obr/min.
Zasada idealnej prędkości wrzeciona
Wibracje zachodzą jedynie na aktywnym głównym wrzecionie i zależą od jego dynamiki. W celu ich zmniejszenia, określona wartość prędkości wrzeciona jest zmniejszana lub zwiększana o czynnik procentowy po każdym interwale czasowym. Wynikiem takiego działania jest wibracja, która w dużym stopniu zależna jest od dynamiki wrzeciona oraz masy przedmiotu obrabianego.
Nie istnieją żadne tabele oraz wartości dla tego typu wibracji. Stąd wymagane parametry (prędkość wrzeciona, interwał czasowy) dla obrabianego materiału muszą zostać określone drogą eksperymentu.

![Liderzy polskiego rynku aut dostawczych. Który najlepiej spełni oczekiwania firmy? [RAPORT]](https://polskiprzemysl.com.pl/wp-content/uploads/xCover-320x167.jpg.pagespeed.ic.kqrqKFRnXp.jpg "Liderzy polskiego rynku aut dostawczych. Który najlepiej spełni oczekiwania firmy? [RAPORT]")








![Branża obróbki metali inwestuje w rozwój parku maszyn i urządzeń [RAPORT]](https://polskiprzemysl.com.pl/wp-content/uploads/xobrobka-metali-6-320x167.jpg.pagespeed.ic.4fm7TqTkKv.jpg "Branża obróbki metali inwestuje w rozwój parku maszyn i urządzeń [RAPORT]")


