




14-15 maja
|
![Nowoczesny przemysł [część 1]. Inteligentna fabryka, czyli wejście na wyższy poziom świadomości produkcji](https://polskiprzemysl.com.pl/wp-content/uploads/xnowoczesny-przemysl-320x167.jpg.pagespeed.ic.db-XTRkxsG.jpg "Nowoczesny przemysł [część 1]. Inteligentna fabryka, czyli wejście na wyższy poziom świadomości produkcji")
![Nowoczesny przemysł [część 2]. Wszystko zaczyna się od projektowania, czyli jak będzie wyglądać przyszłość rozwoju produktów](https://polskiprzemysl.com.pl/wp-content/uploads/xgeneratywne-projektowanie-320x167.jpg.pagespeed.ic.Ja8x6A51jz.jpg "Nowoczesny przemysł [część 2]. Wszystko zaczyna się od projektowania, czyli jak będzie wyglądać przyszłość rozwoju produktów")






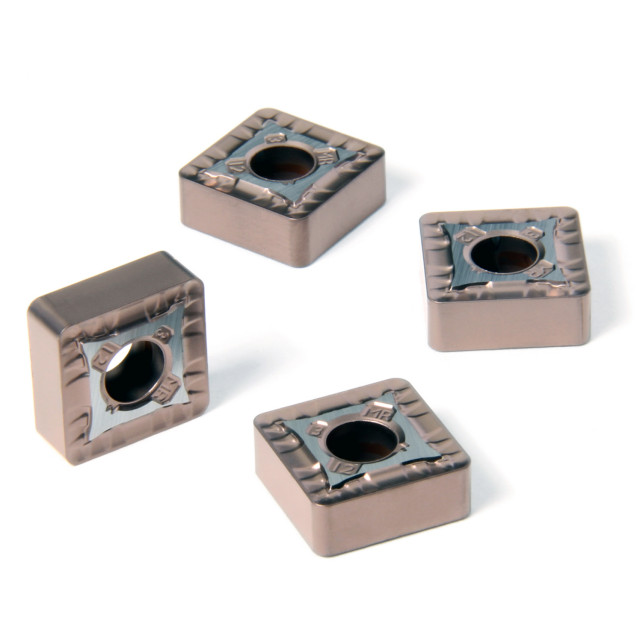
Unikatowa geometria maksymalizuje płynność procesu skrawania i spływ wióra oraz ogranicza naprężenia.
Nowe płytki do obróbki średnio zgrubnej firmy Kennametal korzystają z efektu synergii zachodzącego pomiędzy geometrią a gatunkiem, zapewniając płynny proces skrawania i większą odporność na zużycie.
 Powszechnie wiadomo, że narzędzia wspomagają pracę człowieka, dlatego producenci narzędzi maksymalizują ich efektywność. Mając za sobą ponad 75 lat historii tworzenia, opracowywania i ulepszania narzędzi, firma Kennametal po raz kolejny zwiększa zdolności produkcyjne klientów na całym świecie dzięki wprowadzeniu nowej geometrii Beyond MR (Medium Roughing) do operacji toczenia średnio zgrubnego.
Powszechnie wiadomo, że narzędzia wspomagają pracę człowieka, dlatego producenci narzędzi maksymalizują ich efektywność. Mając za sobą ponad 75 lat historii tworzenia, opracowywania i ulepszania narzędzi, firma Kennametal po raz kolejny zwiększa zdolności produkcyjne klientów na całym świecie dzięki wprowadzeniu nowej geometrii Beyond MR (Medium Roughing) do operacji toczenia średnio zgrubnego.
Wytoczenie większej liczby części w trakcie zmiany czy przedłużenie trwałości narzędzia – to kwestia „albo-albo” powszechnie rozważana we wszystkich zakładach obróbczych na świecie. Nowe płytki Beyond MR, odpowiednie do szerokiego zakresu obrabianych materiałów, a idealnie przystosowane do obróbki stali nierdzewnej są efektem najwyższych kompetencji firmy Kennametal w zakresie projektowania, inżynierii, materiałoznawstwa i technologii produkcji, co zapewnia doskonałą kombinację płynnego procesu obróbki i stabilną wydajność krawędzi skrawających. W rezultacie klienci zyskują szybsze cykle produkcyjne i większą trwałość narzędzi.
„To efekt synergii własności geometrycznych i gatunku, który zapewnia wyższą odporność na zużycie i bardziej płynne odprowadzenie wióra, mówi Dr. Igor Kaufman, starszy menedżer w dziale RD&E w firmie Kennametal. Dwustronne płytki najczęściej posiadają cztery krawędzie skrawające po jednej stronie z powierzchniami skrawającymi zwróconymi do siebie tyłem. Łamacz wiórów składający się z rejonu dopływowego i odpływowego oddziela zwykle każdą z krawędzi skrawających. Występy będące częścią łamacza pomagają kontrolować spływ wióra i proces skrawania, a ich najczęściej żłobiona konstrukcja rejonów dopływowych i odpływowych często jest miejscem skoncentrowanych naprężeń w trakcie skrawania, co skraca trwałość narzędzia.
Unikatowość płytek Beyond MR jest oparta częściowo o konstrukcję łamacza o stałej krzywiźnie, która redukuje zmienne naprężenia. Promień krzywizny powierzchni łamacza jest początkowo bardzo duży, a następnie znacznie się zmniejsza, tworząc w ten sposób rejon dopływowy, wyjaśnia Kaufman. Z kolei od najniższego punktu występu, mały promień krzywizny rośnie, tworząc rejon odpływowy. Ponieważ powierzchnia łamacza zawsze posiada krzywiznę, występuje jednolite formowanie wiórów. Wióry mają tendencję do odkształcania się w sposób ciągły w obrębie łamacza, co minimalizuje wpływ ich tarcia na powierzchni natarcia narzędzia.
Kąt natarcia, czyli wartość pochylenia górnej powierzchni krawędzi skrawającej, która ma kontakt z wiórem, również pomaga kontrolować wartość sił skrawających i siłę krawędzi skrawającej. Płytka Beyond MR posiada duży dodatni kąt natarcia, który współgra z łagodnie zakrzywioną krawędzią skrawającą w zakresie redukcji sił skrawających i zwiększaniu trwałości narzędzi. „Jest to najlepsze rozwiązanie w odniesieniu do kontroli spływu wiórów, jakie kiedykolwiek widziałem”, mówi Jan Andersson, senior product manager specjalizujący się w produktach dla procesu toczenia.
Więcej informacji mogą Państwo znaleźć na stronie www.kennametal.com

![Liderzy polskiego rynku aut dostawczych. Który najlepiej spełni oczekiwania firmy? [RAPORT]](https://polskiprzemysl.com.pl/wp-content/uploads/xCover-320x167.jpg.pagespeed.ic.kqrqKFRnXp.jpg "Liderzy polskiego rynku aut dostawczych. Który najlepiej spełni oczekiwania firmy? [RAPORT]")












