




14-15 maja
|
![Nowoczesny przemysł [część 1]. Inteligentna fabryka, czyli wejście na wyższy poziom świadomości produkcji](https://polskiprzemysl.com.pl/wp-content/uploads/xnowoczesny-przemysl-320x167.jpg.pagespeed.ic.db-XTRkxsG.jpg "Nowoczesny przemysł [część 1]. Inteligentna fabryka, czyli wejście na wyższy poziom świadomości produkcji")
![Nowoczesny przemysł [część 2]. Wszystko zaczyna się od projektowania, czyli jak będzie wyglądać przyszłość rozwoju produktów](https://polskiprzemysl.com.pl/wp-content/uploads/xgeneratywne-projektowanie-320x167.jpg.pagespeed.ic.Ja8x6A51jz.jpg "Nowoczesny przemysł [część 2]. Wszystko zaczyna się od projektowania, czyli jak będzie wyglądać przyszłość rozwoju produktów")







Prowadzisz przedsiębiorstwo produkcyjne. Twoja główna działalność opiera się na produkcji komponentów z wykorzystaniem obróbki skrawaniem CNC. Przez lata działalności ugruntowałeś swoją pozycję na rynku. Twoi klienci doceniają to, co dla nich robisz i dzięki temu możesz stale rozwijać swój biznes. Rozbudowujesz park maszynowy, rozszerzasz ofertę, aby móc zapewnić Twojej firmie stabilny wzrost.
Doszedłeś do miejsca, w którym Twoja firma działa, przynosi zyski i jest coraz większa. Niestety zaczęły pojawiać się problemy, o których jeszcze niedawno nie myślałeś. Większa liczba maszyn wymaga więcej osób do ich obsługi. Praca w systemie 2-3 zmianowym dodatkowo potęguje ten problem. Tylko gdzie znaleźć dodatkowych pracowników w obecnych czasach? Dostęp do wykwalifikowanych operatorów jest bardzo ograniczony, a osoby „do przyuczenia” również ciężko znaleźć.
Co można zrobić?
Wielu właścicieli zakładów, badając różne możliwości, zastanawia się, czy wprowadzenie robotów, w tym robotów współpracujących, może w jakiś sposób pomóc?
To bardzo dobre pytanie, zwłaszcza jeśli do tej pory wszystko było poukładane i działało, a sam biznes był rentowny. Wiadomo, że każda nowa technologia to wyzwanie i pewne ryzyko, dlatego ważne jest, by takie pytania zadawać. A my, Beboq Robotics, jesteśmy po to, by na nie odpowiadać.
W tym artykule dowiesz się:
Zacznijmy od odpowiedzi na pytanie, co jest potrzebne?
Oprócz robota (oczywiście) do stworzenia funkcjonalnego stanowiska obsługi maszyn CNC potrzebny jest:
➡ Chwytak, czyli narzędzie montowane na końcu ramienia robota, które pozwala chwycić i przenosić obrabiane elementy. Najlepszym rozwiązaniem są chwytaki elektryczne z regulowanym skokiem palców i siłą chwytu. Pozwolą Ci obsługiwać szeroką gamę komponentów, bez konieczności zmiany narzędzia.
➡ Magazyn na detale, czyli miejsce pobierania i odkładania detali do obróbki. Im więcej elementów pomieści, tym bardziej wydłużymy czas bezobsługowej pracy.
➡ Imadło lub uchwyt pneumatyczny/hydrauliczny. Do tej pory, prawdopodobnie, nie było Ci to potrzebne. Niestety robot nie potrafi ręcznie zamknąć imadła, dlatego imadło musi samo o siebie zadbać. Do dyspozycji mamy szeroki wybór uchwytów automatycznych dostępnych na rynku. Istnieje również możliwość automatyzacji imadeł ręcznych z wykorzystaniem siłowników obrotowych.
➡ Dysza do przedmuchu imadła/uchwytu. Nie można dopuścić, aby pomiędzy szczęki uchwytu, a detal dostały się wióry z poprzedniej obróbki. Prosta dysza ze sprężonym powietrzem przykręcona do chwytaka działa doskonale.
➡ Narzędzie do czyszczenia detalu z wiórów i chłodziwa. Mimo, że nie jest to absolutnie wymagane, to gorąco polecamy narzędzie do przedmuchu wiórów w obrabiarce. Mocowany we wrzecionie wiatrak czyszczący usunie nagromadzone wióry z detalu i z mocowania.
➡ Połączenie komunikacyjne robota i obrabiarki. Robot i maszyna CNC muszą się dogadywać (np. robot musi wiedzieć, kiedy rozładować urządzenie i odpowiedzieć, gdy zakończy tę czynność).
Dobrze, mamy już wszystko przygotowane, cały niezbędny sprzęt jest podłączony. Co teraz?
Produkcja komponentu najczęściej składa się z obróbki przynajmniej dwóch stron. Pierwsza strona, najbardziej czasochłonna, jest operacją zdecydowanie prostszą do zautomatyzowania. Wynika to z łatwiejszego pozycjonowania detalu, który zazwyczaj ma naddatek materiału. Warto rozpocząć automatyzację, skupiając się właśnie na pierwszej operacji. Jest ona prosta do zaprogramowania i wybacza niewielkie błędy. Biorąc to pod uwagę, przeprogramowanie robota do nowej produkcji jest szybkie i nie stanowi problemu, nawet przy częstych zmianach.
Rozpoczęcie robotyzacji od prostych czynności ma na celu ważną rzecz. Służy temu, by korzystanie ze zrobotyzowanego stanowiska było proste i nieuciążliwe. Nie ma bowiem nic gorszego niż świetna maszyna, która stoi w kącie nieużywana, bo stosowanie jej przysparza więcej problemów niż korzyści.
Każda nowa technologia może być dla pracowników czymś uciążliwym. Wymaga poznania nowego panelu sterowania i sposobu użytkowania maszyny. Może to stanowić dla większości pracowników pewną barierę. Nie musi to tak wyglądać. Wykorzystując sterowanie posiadanych obrabiarek CNC, można z powodzeniem sterować całym sprzętem.
Dodając do programów obróbki dodatkowe G-kody i M-kody możemy z poziomu obrabiarki sterować imadłami i komunikować się z robotem. Wszystko to, nie opuszczając panelu sterowania, który Twoi pracownicy znają i którego używają na co dzień.
Dzięki temu programowanie robota ogranicza się wyłącznie do:
Wszystkie pozostałe ruchy robota, komunikacja z obrabiarką, czy sekwencja programu zostały już wcześniej ustalone.

Źródło: Beboq Robotics
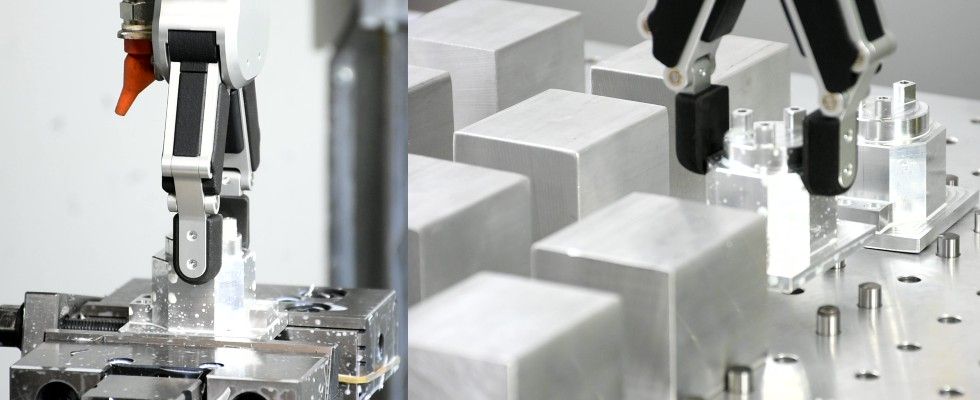
Źródło: Beboq Robotics
Jeżeli wdrożysz w swojej firmie zrobotyzowane stanowisko obsługi maszyny CNC i zaczniesz od najprostszych czynności, to w krótkim czasie odnotujesz wzrost wydajności tandemu operator + robot. Robot staje się „dodatkową ręką” operatora, która realizuje rutynowe zadania przy maszynie (wymiana detalu i uruchomienie nowego cyklu). Operator w tym czasie zajmuje się innymi czynnościami, takimi jak wykonywanie dalszych operacji obróbki na detalach lub przezbrojenie maszyny.
Dodatkową korzyścią jest przewidywalność i powtarzalność pracy robota. Jeżeli wymiana detalu zajmuje 30 sekund, to ten czas wymiany robot osiąga rano, w trakcie przerwy śniadaniowej i wieczorem. Dodatkowo nigdy nie spóźnia się z podjęciem swego zadania.
Jeżeli na koniec dnia uzupełnisz magazyn materiałów, to następnego dnia rano przywita Cię gotowa partia obrobionych elementów. Zyskujesz dzięki temu dodatkową, bezobsługową zmianę.
Przyjrzyjmy się przykładowi poniżej:
Mamy do wykonania 50 detali. Frezowany detal wymaga wykonania obróbki z dwóch stron. Pierwsza z nich trwa 10 min., druga 2 min. Do obsługi ręcznej, maszyna wyposażona jest w 2 imadła, gdzie w pierwszym wykonywana jest strona nr 1, a w drugim, nr 2. Pracownik po pierwszym cyklu przekłada detal do imadła nr 2, a w pierwszym umieszcza kolejny – surowy detal. Całość cyklu obróbki wynosi więc 12 min., nie wliczając w to czasu przeładowania detali przez operatora. Oznacza to, że pracownik co 12 min. musi pojawić się przy maszynie i ją przeładować. Wymaga to jego ciągłej uwagi i oderwania od innych zajęć.
W pewnych sytuacjach jest to do pogodzenia z innymi czynnościami, a w pewnych nie. Kończy się to tym, że operator stoi cały czas przy danej maszynie.
Przekazując robotowi obsługę obrabiarki wykonującej seryjnie tylko stronę nr 1 (tj. wkładanie do imadła i wyjmowanie z niego), operator w tym czasie może w pełni i nieprzerwanie skupić się na zupełnie innych zadaniach. Gdy robot zakończy całą serię wykonywania strony nr 1 (operacje 10 min. x 50 detali), operator wróci do zlecenia realizując tylko stronę nr 2 (50 detali x 2 min.).
➡ Czas faktycznej, ciągłej pracy operatora w przypadku tego zlecenia skróci się do niecałych 2 godzin, uwzględniając czas wymiany detali.
Nie bój się nowych technologii, wykorzystaj je.

![Liderzy polskiego rynku aut dostawczych. Który najlepiej spełni oczekiwania firmy? [RAPORT]](https://polskiprzemysl.com.pl/wp-content/uploads/xCover-320x167.jpg.pagespeed.ic.kqrqKFRnXp.jpg "Liderzy polskiego rynku aut dostawczych. Który najlepiej spełni oczekiwania firmy? [RAPORT]")








![Branża obróbki metali inwestuje w rozwój parku maszyn i urządzeń [RAPORT]](https://polskiprzemysl.com.pl/wp-content/uploads/xobrobka-metali-6-320x167.jpg.pagespeed.ic.4fm7TqTkKv.jpg "Branża obróbki metali inwestuje w rozwój parku maszyn i urządzeń [RAPORT]")


![Prognozy, szanse i wyzwania dla polskiego przemysłu na 2024 r. [ANALIZA]](https://polskiprzemysl.com.pl/wp-content/uploads/xPrzemysl-4.0-fot.-320x167.jpg.pagespeed.ic.o8zijDQlIJ.jpg "Prognozy, szanse i wyzwania dla polskiego przemysłu na 2024 r. [ANALIZA]")