




22 kwietnia
|
![Nowoczesny przemysł [część 1]. Inteligentna fabryka, czyli wejście na wyższy poziom świadomości produkcji](https://polskiprzemysl.com.pl/wp-content/uploads/xnowoczesny-przemysl-320x167.jpg.pagespeed.ic.db-XTRkxsG.jpg "Nowoczesny przemysł [część 1]. Inteligentna fabryka, czyli wejście na wyższy poziom świadomości produkcji")
![Nowoczesny przemysł [część 2]. Wszystko zaczyna się od projektowania, czyli jak będzie wyglądać przyszłość rozwoju produktów](https://polskiprzemysl.com.pl/wp-content/uploads/xgeneratywne-projektowanie-320x167.jpg.pagespeed.ic.Ja8x6A51jz.jpg "Nowoczesny przemysł [część 2]. Wszystko zaczyna się od projektowania, czyli jak będzie wyglądać przyszłość rozwoju produktów")







Część z nas – oczekując poznania czegoś nowego, innowacyjnego – odwiedza różnego rodzaju targi technologiczne. Postęp technologiczny nie podlega dyskusji, lecz ma on przede wszystkim charakter jakościowy. Na tym tle wyróżnia się materiałoznawstwo, które dostarcza zupełnie nowych materiałów. Jednak w zakresie technik wytwarzania trudno doświadczyć rewolucyjnych nowości. Nie oznacza to, że nie są wdrażane rozwiązania innowacyjne znacząco poprawiające jakość obróbki czy obniżające koszty produkcji.
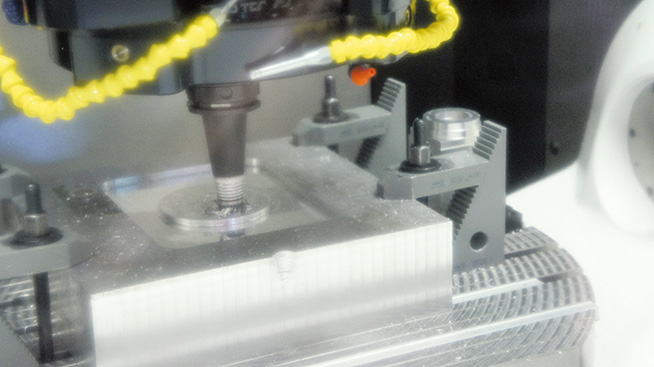
Na targach MACHTOOL 2015 w Poznaniu firma Georg Fischer Machining Solutions sp. z o.o. zaprezentowała unikalny system antykolizyjny wrzeciona (ang. Machine Spindle Protection – MSP) zastosowany w obrabiarkach Mikron HPM 600U oraz 800U (ilustracja 1). Monitorowanie stanu narzędzia i przebiegu procesu obróbkowego to jeden z bardzo ważnych obszarów zainteresowań technologów. Proces technologiczny ma przy jak najmniejszych kosztach zapewnić wytworzenie produktu spełniającego stawiane mu wymagania jakościowe i użytkowe. Przygotowanie programu obróbkowego to jeden aspekt, jego wdrożenie to aspekt drugi. Modele bryłowe wykorzystywane w CAM z reguły różnią się względem stanu rzeczywistego. Całościowe wyeliminowanie błędów, w tym uniknięcie kolizji, nie jest możliwe. W prezentowanym przypadku system ochrony wrzeciona pozwala przy wystąpieniu kolizji uniknąć uszkodzenia wrzeciona, geometrii obrabiarki oraz narzędzia.
Ilustracja 1. Mikron 800U: w momencie wystąpienia kolizji zatrzymywane są natychmiast obroty wrzeciona i ruch posuwowy. Działanie to odbywa się wystarczająco szybko, by rozwiązanie było skuteczne. Na ilustracji wrzeciono nie jest wyposażone w pełnosprawne narzędzie, lecz w końcówkę pokazową
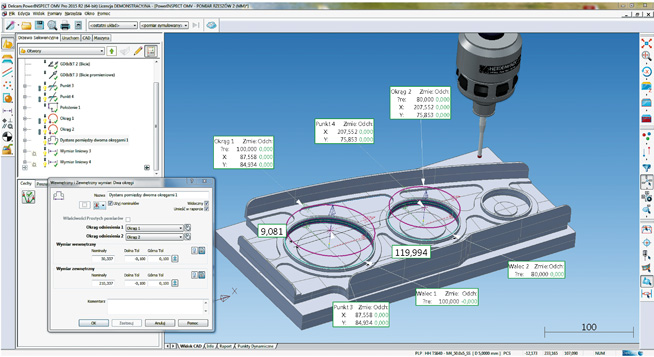
Innym interesującym rozwiązaniem jest możliwość pomiaru przedmiotów na obrabiarkach z wykorzystaniem sond przedmiotowych. Pomiar przedmiotów na obrabiarkach wymaga uwzględnienia błędów pozycjonowania obrabiarki (wyznaczenie tzw. mapy błędów – ang. error map). Analiza pomiarów odbywa się na komputerze zewnętrznym za pomocą przeznaczonego do tego celu specjalistycznego oprogramowania (ilustracja 2). Wewnątrzobrabiarkowe systemy pomiarowe ze względu na swoje właściwości nie są wykorzystywane.
Ilustracja 2. Przykładowy zrzut ekranu PowerInspect OMV firmy Delcam
Przedmiot do pomiarów na obrabiarce zachowuje ustalenie i zamocowanie jak w trakcie obróbki – stanowi to bardzo istotną zaletę metody. Przedmiot obrabiany nie musi być zdejmowany z obrabiarki i transportowany na stanowisko kontrolne. W razie stwierdzenia po pomiarach, że obróbka nie zrealizowała zaplanowanego usunięcia naddatków, nadal możliwe jest wprowadzenie dodatkowej obróbki i zdjęcie naddatku, gdyż zachowano ustalenie i zamocowanie przedmiotu. W przeciwnym razie taka dodatkowa obróbka jest w zasadzie niemożliwa do przeprowadzenia.
Możliwość pomiaru na obrabiarce pozwala na znaczne oszczędności czasu, lecz nie zastępuje stanowisk specjalistycznych oraz izb pomiarowych, w których spełniane są określone wymagania co do warunków środowiskowych (temperatura otoczenia, wilgotność powietrza). Pomiary przedmiotów na obrabiarkach stanowią innowacyjne rozwiązanie, którego zastosowanie pozwala na skrócenie czasu i metoda ta może być stosowana w ramach statystycznych metod kontroli technicznej i systemów zapewnienia jakości.
Poniżej przedstawiono główne zalety i wady pomiarów:
Zalety:
Wady:
Optymalizacja programów obróbkowych NC jest jednym z wielu obszarów optymalizacji procesów technologicznych. Jako zagadnienie optymalizacja jest integralnie związana z kryterium, bez którego nie można jej rozpatrywać. W warunkach produkcji nadrzędne kryterium stanowią koszty wytworzenia wyrobu. Obniżenie kosztów produkcji polega na stosowaniu różnych wielokryterialnych metod optymalizacyjnych. Ostatecznie osiągnięcie założeń kryteriów nadrzędnych oraz niższego rzędu wymaga stosowania konkretnych rozwiązań, np. optymalizacji z kryterium czasu głównego maszynowego lub czasów pomocniczych.
Optymalizację parametrów obróbkowych zaleca się w takich przypadkach jak:
Przykładem wielokryterialnej optymalizacji jest modyfikowanie toru przebiegu narzędzia z wykorzystaniem programu VoluMill (CAMdivision). Algorytm obliczeniowy zastosowany w programie VoluMill jest zalecany do analizy i optymalizowania ścieżek przebiegu narzędzia w zgrubnej obróbce szybkościowej (HPM) oraz kształtującej i wykańczającej HSM/HSC. Jego zastosowanie umożliwia:
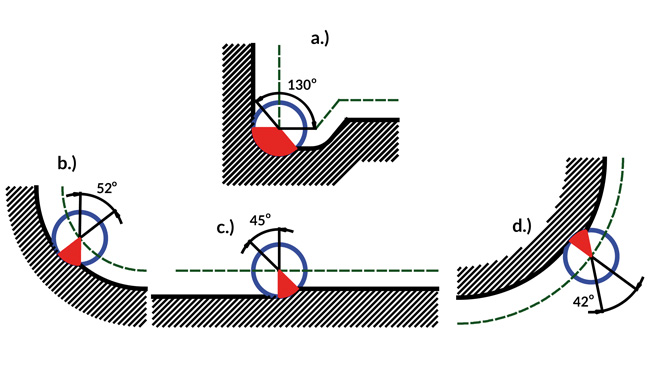
Obróbka form i matryc to głównie frezowanie tzw. kieszeni 2D i 2,5D z zastosowaniem jako narzędzia frezu palcowego, który pracuje z reguły połową swojej szerokości przy zachowanej stałej głębokości skrawania i przy stałym posuwie roboczym. Wykorzystanie klasycznych opcji oprogramowania CAM pozwala na uzyskanie programu obróbkowego, w którym przebieg ścieżki narzędzia odpowiada zarysowi konturu kieszeni, a odległość między kolejnymi przejściami frezu jest stała (na jednym poziomie/wierszu) i taki układ jest zachowany na całej głębokości obróbki. W trakcie obróbki zmianie ulega szerokość skrawania oraz występują nagłe zmiany kierunku ruchu frezu. Przy obróbce naroży frez wchodzi w interakcję z materiałem przedmiotu obrabianego znaczną swoją powierzchnią, a szerokość skrawania przekracza połowę średnicy frezu. Stosuje się określenie tzw. kąta opasania narzędzia – ilustracja 3. W opisanych warunkach obróbki mamy do czynienia ze zmiennymi siłami skrawania, zmiennym obciążeniem narzędzia oraz wrzeciona, a uzyskanie stabilności obróbki nie jest możliwe.
Ilustracja 3. Przedstawienie zagadnienia kąta opasania (kolor czerwony). Przykłady obróbki a) naroża; b) powierzchni wklęsłej; c) powierzchni płaskiej; d) powierzchni wypukłej (CAMDivision)
Optymalizacja z wykorzystaniem programu VoluMill przede wszystkim zapewnia utrzymanie stałej wartości kąta opasania narzędzia (stałej szerokości skrawania). Przy zgrubnej obróbce wydajnościowej (HPM) uzyskuje się wydłużenie trwałości narzędzia, a w szybkościowej obróbce kształtującej i wykańczającej (HSM/HSC) zapewnia się dokładność obróbki, w tym elementów cienkościennych.
Czasem można napotkać nietypową, rzadko spotykaną technikę wytwarzania, której przykładem jest tzw. przepychanie oscylacyjne
Czasem można napotkać nietypową, rzadko spotykaną technikę wytwarzania, której przykładem jest tzw. przepychanie oscylacyjne. Technika ta zaliczana jest do obróbki skrawaniem i pozwala na wykonanie wycięć wielokątnych o regularnym przekroju (kwadrat, sześciokąt, zębatych, rowkowanych) w otworach ślepych lub przelotowych. Obróbka realizowana jest na większości obrabiarek z obrotowym napędem głównym (tokarka, frezarka, wiertarka, CNC). Narzędzie określane mianem przepychacza (ilustracja 4) montowane jest w specjalnej głowicy zapewniającej położenie narzędzia pod kątem względem osi głównej głowicy.
Ilustracja 4. Przykład przepychaczy (STM Systemy i Technologie Mechaniczne sp. z o.o.)

W trakcie obróbki głowica wykonuje dwa ruchy robocze:
W wypadku przepychania oscylacyjnego narzędzie wykonuje ruch, w którym oś narzędzia jest pochylona względem głównej osi głowicy i napędu głównego obrabiarki, lecz narzędzie nie kręci się wokół własnej osi. Niedogodnością tej techniki jest konieczność wykonania otworu wstępnego lub zapewnienia przestrzeni na wióry.
Przedstawione przykłady wybrano spośród wielu różnych innowacji, które są oferowane w obszarze technik wytwarzania. Każde targi technologiczne dostarczają nowych rozwiązań i stanowią platformę kontaktu, wymiany informacji oraz, co ważne, umożliwiają bezpośrednie spotkania.

![Liderzy polskiego rynku aut dostawczych. Który najlepiej spełni oczekiwania firmy? [RAPORT]](https://polskiprzemysl.com.pl/wp-content/uploads/xCover-320x167.jpg.pagespeed.ic.kqrqKFRnXp.jpg "Liderzy polskiego rynku aut dostawczych. Który najlepiej spełni oczekiwania firmy? [RAPORT]")







![Branża obróbki metali inwestuje w rozwój parku maszyn i urządzeń [RAPORT]](https://polskiprzemysl.com.pl/wp-content/uploads/xobrobka-metali-6-320x167.jpg.pagespeed.ic.4fm7TqTkKv.jpg "Branża obróbki metali inwestuje w rozwój parku maszyn i urządzeń [RAPORT]")



![Do 2030 r. wielkość rynku narzędzi do obróbki metalu osiągnie 120,44 mld dolarów [RAPORT]](https://polskiprzemysl.com.pl/wp-content/uploads/xnarzedzia-skrawajace-320x167.jpg.pagespeed.ic.SgnEk-RWA-.jpg "Do 2030 r. wielkość rynku narzędzi do obróbki metalu osiągnie 120,44 mld dolarów [RAPORT]")