




22 kwietnia
|
![Nowoczesny przemysł [część 1]. Inteligentna fabryka, czyli wejście na wyższy poziom świadomości produkcji](https://polskiprzemysl.com.pl/wp-content/uploads/xnowoczesny-przemysl-320x167.jpg.pagespeed.ic.db-XTRkxsG.jpg "Nowoczesny przemysł [część 1]. Inteligentna fabryka, czyli wejście na wyższy poziom świadomości produkcji")
![Nowoczesny przemysł [część 2]. Wszystko zaczyna się od projektowania, czyli jak będzie wyglądać przyszłość rozwoju produktów](https://polskiprzemysl.com.pl/wp-content/uploads/xgeneratywne-projektowanie-320x167.jpg.pagespeed.ic.Ja8x6A51jz.jpg "Nowoczesny przemysł [część 2]. Wszystko zaczyna się od projektowania, czyli jak będzie wyglądać przyszłość rozwoju produktów")







NUM wprowadził innowacyjny system aktywnego sterowania drganiami oparty na akcelerometrze dla obrabiarek CNC. Zaprojektowany przede wszystkim w celu poprawy obróbki poprzez praktycznie wyeliminowanie wibracji głowicy narzędzia, system dodatkowo pomaga zwiększyć wydajność poprzez maksymalizację szybkości usuwania materiału, a także może dostarczać cennych informacji zwrotnych w czasie rzeczywistym do celów konserwacji predykcyjnej.
Jak podaje producent system zapewnia niespotykane możliwości tłumienia dynamicznego. Większość konkurencyjnych akcelerometrów na rynku jest w stanie pobierać częstotliwości próbkowania niskich częstotliwości i wymaga dodatkowej elektroniki kondycjonującej sygnał, zanim będzie można je podłączyć – zwykle przez Fieldbus – do systemu CNC lub PLC. Zazwyczaj dane przyspieszenia można odzyskać tylko raz na 20 milisekund, co nie jest wystarczające do tłumienia drgań obrabiarek. Akcelerometr w nowym systemie NUM jest próbkowany co 100 mikrosekund, co oznacza, że można go użyć do sterowania w zamkniętej pętli przy pasmach zbliżających się do kilkuset herców.
Mały przetwornik przyspieszeniomierza z kołnierzem można łatwo przymocować do głowicy narzędzia i ma czułość 0,02 g (1,96 m/s/s), z zakresem pomiarowym +/- 2 g (+/- 19,6 m/s/s). Przetwornik łączy się bezpośrednio z cyfrowym serwonapędem, eliminując potrzebę stosowania dodatkowych obwodów kondycjonujących sygnał.
Aktywny system kontroli wibracji wykorzystuje opcję makr osadzonych na dyskach (DEM-X), która jest dostępna w wysokowydajnych cyfrowych serwonapędach NUM MDLUX. Ta opcja umożliwia osadzanie makr w czasie rzeczywistym w napędzie w celu manipulowania jego algorytmami regulacji. Sygnał wyjściowy z przetwornika akcelerometru można zatem wykorzystać do bezpośredniego wpływu na zachowanie pętli sterowania serwo prędkości. Wszystkie moduły serwonapędów MDLUX wykorzystują zaawansowane techniki sterowania DSP, aby zmaksymalizować prędkość serwo-magistrali serwonapędu CNC, a także oferują wysoką przepustowość pętli i specjalne algorytmy przyspieszenia dla bezkompromisowej prędkości i dokładności pozycjonowania.
Jedno z najciekawszych zastosowań nowego aktywnego systemu kontroli wibracji NUM dotyczy wibracji punktu centralnego narzędzia (TCP) ze względu na różne tryby drgań struktury mechanicznej obrabiarki. Do tej pory, nawet jeśli maszyna była wyposażona w enkoder wysokiej rozdzielczości (zintegrowany z serwomotorem), niemożliwe było wytłumienie wibracji TCP, po prostu dlatego, że nie jest mierzona. Chociaż złożone modelowanie systemu i kontrola przestrzeni stanów mogłyby zapewnić pewne skuteczne wyniki, złożoność jest bardzo wysoka, a odporność na kompensację jest dość słaba. Na przykład w przypadku niewielkiej zmiany parametru, takiej jak bezwładność, efekt kompensacji zostałby całkowicie utracony.
Dzięki zastosowaniu nowego aktywnego systemu kontroli wibracji NUM do pomiaru i dynamicznej zmiany przyspieszenia TCP w każdym z głównych kierunków osi X, Y i Z, możliwe jest teraz bardzo dokładne tłumienie wibracji. Dzięki takiemu podejściu można skutecznie wyeliminować wibracje głowicy, co znacznie zmniejsza zużycie narzędzia i maksymalizuje MRR procesu obróbki.
Wszystkie dane przyspieszenia są przetwarzane na dysku w domenie cyfrowej, co oznacza, że mogą być cyklicznie przesyłane do Flexium + NCK i przechowywane w buforze NCK. Dane można następnie przesłać do systemu operacyjnego Windows w celu dalszej oceny lub do użycia z oprogramowaniem do monitorowania procesów NUM. Jest to szczególnie przydatne w aplikacjach konserwacji zapobiegawczej, gdzie może zapewnić wczesne wskazanie potencjalnych problemów z maszyną, zanim staną się kosztownymi zadaniami naprawy. Zazwyczaj obejmują one wykrywanie drgań wrzeciona spowodowanych problemami z łożyskami, wykrywanie początku pogorszenia wydajności, takiego jak zwiększone tarcie lub luz, oraz wykrywanie nadmiernego zużycia lub pęknięcia narzędzia.
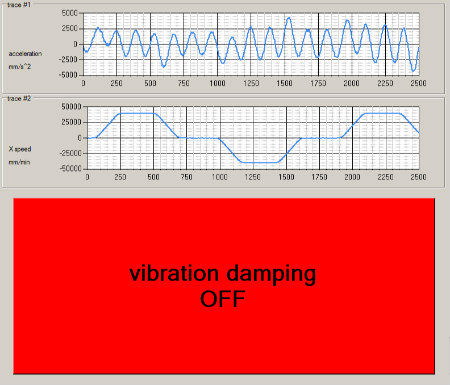
Źródło: NUM / Tłumienie drgań jest wyłączone. Ślad 2 pokazuje prędkość osi X, podczas gdy Ślad 1 pokazuje, że zmierzony punkt na maszynie wibruje z częstotliwością naturalną (około 3 Hz)
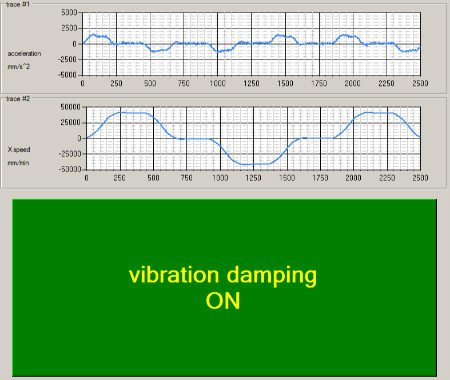
Źródło: NUM / Tłumienie drgań jest włączone. Ślad 2 pokazuje prędkość osi X, podczas gdy Ślad 1 pokazuje, że zmierzony punkt na maszynie porusza się i że przyspieszenie jest tylko zaprogramowaną prędkością (częstotliwość naturalna została całkowicie skompensowana)

![Liderzy polskiego rynku aut dostawczych. Który najlepiej spełni oczekiwania firmy? [RAPORT]](https://polskiprzemysl.com.pl/wp-content/uploads/xCover-320x167.jpg.pagespeed.ic.kqrqKFRnXp.jpg "Liderzy polskiego rynku aut dostawczych. Który najlepiej spełni oczekiwania firmy? [RAPORT]")







![Branża obróbki metali inwestuje w rozwój parku maszyn i urządzeń [RAPORT]](https://polskiprzemysl.com.pl/wp-content/uploads/xobrobka-metali-6-320x167.jpg.pagespeed.ic.4fm7TqTkKv.jpg "Branża obróbki metali inwestuje w rozwój parku maszyn i urządzeń [RAPORT]")



![Do 2030 r. wielkość rynku narzędzi do obróbki metalu osiągnie 120,44 mld dolarów [RAPORT]](https://polskiprzemysl.com.pl/wp-content/uploads/xnarzedzia-skrawajace-320x167.jpg.pagespeed.ic.SgnEk-RWA-.jpg "Do 2030 r. wielkość rynku narzędzi do obróbki metalu osiągnie 120,44 mld dolarów [RAPORT]")