




25-26 kwiecień
|
![Nowoczesny przemysł [część 1]. Inteligentna fabryka, czyli wejście na wyższy poziom świadomości produkcji](https://polskiprzemysl.com.pl/wp-content/uploads/xnowoczesny-przemysl-320x167.jpg.pagespeed.ic.db-XTRkxsG.jpg "Nowoczesny przemysł [część 1]. Inteligentna fabryka, czyli wejście na wyższy poziom świadomości produkcji")
![Nowoczesny przemysł [część 2]. Wszystko zaczyna się od projektowania, czyli jak będzie wyglądać przyszłość rozwoju produktów](https://polskiprzemysl.com.pl/wp-content/uploads/xgeneratywne-projektowanie-320x167.jpg.pagespeed.ic.Ja8x6A51jz.jpg "Nowoczesny przemysł [część 2]. Wszystko zaczyna się od projektowania, czyli jak będzie wyglądać przyszłość rozwoju produktów")







Stahlberg, Erzwiese i kopalnia turystyczna Finstertal: w okręgu Schmalkalden-Meiningen w Niemczech wiele nazw miejscowości wskazuje na obecność dużej ilości rudy na tym obszarze. Ze względu na zasoby mineralne żelaza, srebra i miedzi, wiele warsztatów narzędziowych, hut i kuźni powstało na skraju Lasu Turyńskiego już w średniowieczu . Wśród nich byli pionierzy rzemiosła artystycznego, jak np. producent narzędzi SWM-Gesenkbau, który na początku XX wieku uczestniczył w procesie industrializacji i do dziś jego obecność jest znacząca.
Ruiny zamku, młotek i szczypce: nawet herb Steinbach-Hallenberg wyraźnie wskazuje na specjalność miasta. Jak czytamy na stronie internetowej: „długa tradycja miejscowego rzemiosła kowalskiego jest nadal z wielkim entuzjazmem pielęgnowana, czego przykładem jest imponujące Muzeum Rzemiosła Metalowego i unikatowa na skalę światową wytwórnia korkociągów”.
Równie imponująca jest 60-letnia fabryka narzędzi SWM, od 1996 roku członek Grupy Stahlwille z Wuppertalu, jednego z wiodących niemieckich producentów narzędzi. Od tego czasu kuźnia w Południowej Turyngii zaopatruje całą grupę w odkuwki do produkcji wysokiej jakości narzędzi do wkręcania i chwytania oraz do produkcji inteligentnych narzędzi jak klucze dynamometryczne. Produkcja matryc jest jedną z kluczowych zalet SWM, ponieważ narzędzia były zawsze produkowane w Steinbach-Hallenberg we własnym zakresie. Oprócz kilkudziesięcioletniego doświadczenia, zintegrowany łańcuch CAD-CAM zapewnia wydajność i jakość. To inwestycja, która spłaca się, gdy narzędzia są wprowadzane do jednej z półautomatycznych linii produkcyjnych.
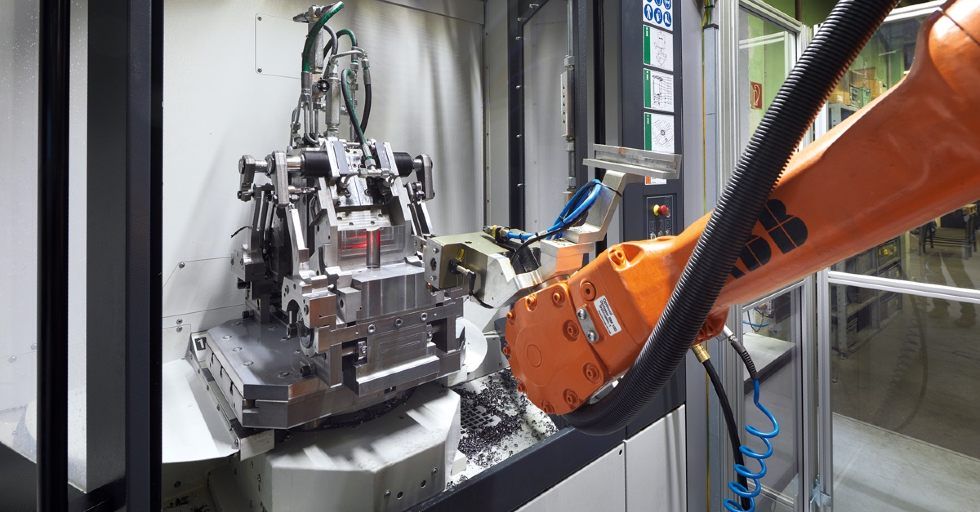
Sercem najnowszej i najnowocześniejszej linii produkcyjnej SWM jest nowe centrum obróbcze Starrag Heckert H55. Wydział produkcji z pewnym zdumieniem przyjął, że kuźnia zakupiła i wdrożyła bardzo precyzyjne centrum obróbcze. Powód tej decyzji zrozumie każdy, kto pozna zarówno inżyniera, który zaprojektował tę linię produkcyjną, jak i jego pomysły.
Czynnik ludzki, który jest szczególnie ważny w produkcji narzędzi, odgrywa tutaj kluczową rolę: Enrico Danz udowadnia, że sukces firmy zależy od jej pracowników. Dziś piastuje funkcję kierownika produkcji, a swoją drogę zawodową rozpoczynał jako mechanik samochodowy, który ukończył studia z inżynierii mechanicznej jednocześnie pracując w SWM. Enrico Danz z pewnością nie jest szefem, który snuje swoje teorie i podejmuje decyzje zza biurka. Bardzo dobrze zna każdy detal, nie ma takiego uchwytu, rękojeści, którego Danz nie zrobiłby sam. „Aby zidentyfikować potencjał ulepszeń, muszę tam być osobiście. Nie ma innego sposobu”, mówi Danz.
Heckert H55 to koń pociągowy. Dzięki niemu odkryliśmy niezliczone nowe możliwości i wciąż odkrywamy nowe
Pewnego dnia ten pragmatyk zdał sobie sprawę, że produkcja dużych szczypiec może być bardziej zoptymalizowana. Typowe dla niego podejście polegające na zwiększaniu stopnia automatyzacji za pomocą robotów i złożonych, znormalizowanych przyrządów mocujących nie było dla niego wystarczające. Jego zdaniem obróbka skrawaniem była słabym punktem; mocowanie i frezowanie głowic szczypiec zajmowało zbyt dużo czasu. Ponadto wrzeciona miały ograniczoną wydajność. Danz wyjaśnia: „Różnorodność produktów była mocno ograniczona, a przezbrojenia zbyt czasochłonne. Było więc jasne, że musimy od nowa przemyśleć linię produkcyjną. Naszym celem było znaczne skrócenie czasu procesu produkcyjnego i uzyskanie jak najkrótszego czasu przezbrojenia.«
Największym wyzwaniem jego planu była konstrukcja budynku w zakładzie produkcji mechanicznej. Według Danza hala produkcyjna to „budynek z NRD z lat 60-tych, w którym szerokość ram słupów i nośność podłóg wyznaczały tempo „. Jedynym rozwiązaniem było sprowadzenie technologii produkcji z Chemnitz. W końcu seria kompaktowych maszyn Heckert wyróżnia się przede wszystkim jedną cechą: oferuje maksymalną wydajność przy minimalnych wymaganiach przestrzennych.

Każdy wie, że nawet geniusz techniczny, nie wprowadza swoich pomysłów w życie sam. „Pomocnik” Danza pochodzi ze Schmalkalden i nazywa się Jan Hilpert. Dyrektor zarządzający firmy ROBOTICS, specjalizującej się w automatyce i jak zwykle jako jeden z pierwszych dowiedział się o najnowszym planie Danza. „Kiedy przedstawił mi swój pomysł na nową linię produkcyjną, od razu zrozumiałem, na czym polega wyzwanie”, wspomina. „Jak zautomatyzować przemocowanie 26 różnych detali zachowując średni czas obróbki wynoszący 30 sekund?” Danz dodaje: „Podczas gdy Jan myślał o automatyzacji, ja pracowałem nad projektem oprzyrządowania, na którym można zamocować cztery różne detale”.
Dlaczego firma SWM nie zaangażowała do tego projektu żadnych specjalistów z zakresu oprzyrządowania i systemów mocowania? „Wszyscy specjaliści, których znalazłem, mieli niewielkie doświadczenie z odkuwkami i ich tolerancjami” – odpowiada Danz. „W naszym konkretnym przypadku występowały wahania tolerancji produkcyjnych wynikające ze stopnia kurczenia wsadu podczas kucia matryc. Krótko mówiąc, temat ich przerastał. Dlatego była to prawdopodobnie najmądrzejsza decyzja, aby wykorzystać naszą własną wiedzę i zdolności planowania.”
Temat tolerancji produkcyjnych jest rzeczywiście fascynujący: jaki jest pożytek z precyzyjnego centrum obróbczego, takiego jak Heckert H55, dla firmy, której zwykłe tolerancje wynoszą kilka dziesiątych milimetrów? „W typowych zastosowaniach decydującym czynnikiem może być dokładność, ale dla nas najważniejsza była stabilność, wymagania przestrzenne i niezwykła elastyczność maszyn Heckert”, mówi Danz. „W tej chwili wciąż pracujemy nad wprowadzaniem kolejno planowanych detali do maszyny , ale ciągle pojawiają są nowe. Obecnie otrzymujemy również części od firm siostrzanych, gdzie wymagana jest obróbka zewnętrznych powierzchni i montaż końcowy. Doceniamy również precyzję i powtarzalność naszej nowej maszyny.”
Kuźnia matrycowa wymaga miedzy innymi bardzo wytrzymałych i uniwersalnych przyrządów, które nierzadko ważą pół tony. „Heckert z maksymalną masą załadunku wynoszącą 800 kg z łatwością sobie z tym radzi”, mówi Danz. „Bardzo sztywne i wytłumione wrzeciono pozwala na zmaksymalizowanie wydajności frezów HSS. W połączeniu z opracowanym we własnym zakresie mocowaniem udało nam się zwiększyć prędkość skrawania o około 40% w stosunku do poprzedniej produkcji. Ponadto możemy zaprogramować strategie rozruchu, które pomogą określić dalsze możliwości optymalizacji. Dzięki maszynie Heckert H55 możemy wdrożyć zupełnie nowe koncepcje narzędzi, które wcześniej nie były możliwe.”
Centrum obróbcze przekonuje nie tylko pod względem stabilności, ale także elastyczności. „Dla mnie nośność palety jest również plusem w sensie elastyczności, ponieważ daje mi więcej możliwości przy doborze mocowania”, mówi Danz, przytaczając inny przykład korzyści w zakresie elastyczności: „Kiedyś niektóre detale były obrabiane bardzo długo bo aż przez pół zmiany. Dzisiaj, dzięki maszynie Heckert, uzyskałem bardzo krótki czas przezbrajania, co pozwala na zautomatyzowanie procesu i oddelegowanie pracownika do innych zadań. Przezbrojenie trwa nieco ponad pół godziny, a po tym czasie obrabiany jest już kolejny detal. W paletowym trybie pracy uzyskujemy szybko dwa, trzy a nawet cztery detale.”
Na pytanie, co szczególnie podoba mu się w centrum Heckert, odpowiada spontanicznie „wszystko” . Potem jednak dodaje: „Heckert jest tytanem pracy. Pozwolił nam otworzyć niezliczone nowe możliwości i wciąż odkrywamy kolejne. Za każdym razem mnie to bardzo cieszy. Dzięki tej wiedzy mogę teraz spojrzeć na nowo na inne obszary naszego portfolio, co sprawia, że przyszłość jest jeszcze bardziej ekscytująca. Nawiasem mówiąc, z tyłu stoi już drugi, identyczny Heckert H55.
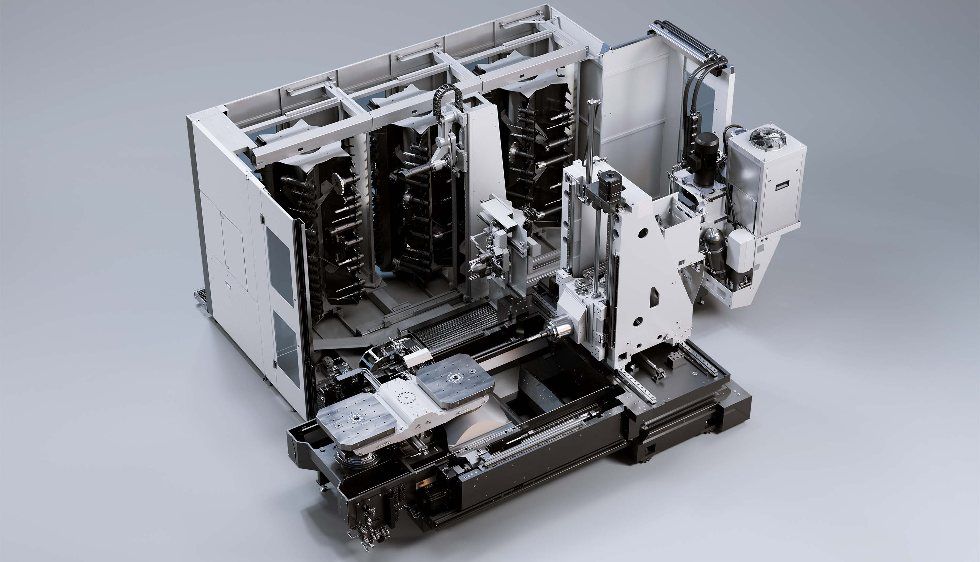
Heckert H55
Posuwy przyspieszone 80 [m/min]
Przyspieszenie osi X/Y/Z 6/10/8 [m/s2]
Czas wiór-do-wióra 2,9 [s]
Uchwyt narzędziowy HSK-A100
Maks. długość narzędzia 430 [mm]
Maks. średnica narzędzia 220 [mm]
Czas wymiany palet 9,5 [s]
Średnica kolizyjna detalu 750 mm z rozszerzeniem do 850 [mm]
Obciążenie palety 800 [kg]
Paleta 500 x 630 [mm]
Długość x szerokość maszyny 6800 x 2960 [mm]
Heckert H65
Poziome centrum obróbkowe Heckert H65 nadaje nowy wymiar ciężkiej 4-osiowej obróbce zajmując zaledwie 24 m2. H65 oferuje prędkości obróbki do 30% szybsze niż w porównywalnych modelach.


![Liderzy polskiego rynku aut dostawczych. Który najlepiej spełni oczekiwania firmy? [RAPORT]](https://polskiprzemysl.com.pl/wp-content/uploads/xCover-320x167.jpg.pagespeed.ic.kqrqKFRnXp.jpg "Liderzy polskiego rynku aut dostawczych. Który najlepiej spełni oczekiwania firmy? [RAPORT]")








![Branża obróbki metali inwestuje w rozwój parku maszyn i urządzeń [RAPORT]](https://polskiprzemysl.com.pl/wp-content/uploads/xobrobka-metali-6-320x167.jpg.pagespeed.ic.4fm7TqTkKv.jpg "Branża obróbki metali inwestuje w rozwój parku maszyn i urządzeń [RAPORT]")


