




22 kwietnia
|




![Nowoczesny przemysł [część 1]. Inteligentna fabryka, czyli wejście na wyższy poziom świadomości produkcji](https://polskiprzemysl.com.pl/wp-content/uploads/xnowoczesny-przemysl-320x167.jpg.pagespeed.ic.db-XTRkxsG.jpg "Nowoczesny przemysł [część 1]. Inteligentna fabryka, czyli wejście na wyższy poziom świadomości produkcji")
![Nowoczesny przemysł [część 2]. Wszystko zaczyna się od projektowania, czyli jak będzie wyglądać przyszłość rozwoju produktów](https://polskiprzemysl.com.pl/wp-content/uploads/xgeneratywne-projektowanie-320x167.jpg.pagespeed.ic.Ja8x6A51jz.jpg "Nowoczesny przemysł [część 2]. Wszystko zaczyna się od projektowania, czyli jak będzie wyglądać przyszłość rozwoju produktów")


Czy możliwe jest skrócenie czasu obróbki zgrubnej o 75%? A wydłużenie trwałości frezów o 500%, skrócenie czasu programowania, zmniejszenie zużycia energii?
Użytkownik ESPRIT CAM 2013 może osiągnąć takie korzyści dzięki zastosowaniu nowego typu ścieżki narzędzia – ProfitMilling. To rozszerzenie do obecnego w 55 krajach programu typu CAM (Computer Aided Manufacturing) o nazwie Esprit.
Istotą ProfitMilling jest takie wyliczenie ścieżki narzędzia, aby w czasie obróbki narzędzie było poddawane zawsze takiemu samemu obciążeniu.
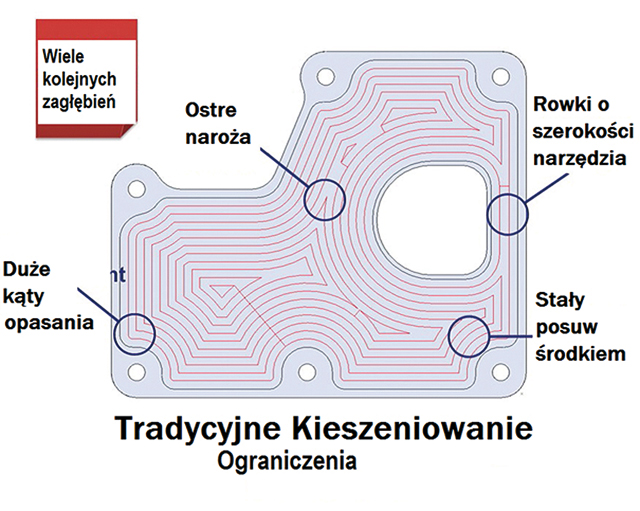
Zwykle w czasie tradycyjnej obróbki frez jest poddawany zmiennym obciążeniom w związku ze zmienną ilością usuwanego materiału przy ruchu ze stałym posuwem. Przykładem może być obróbka naroża wewnętrznego w porównaniu z konturowaniem na odcinku prostym. To często prowadzi do uszkodzeń i pęknięć narzędzia.
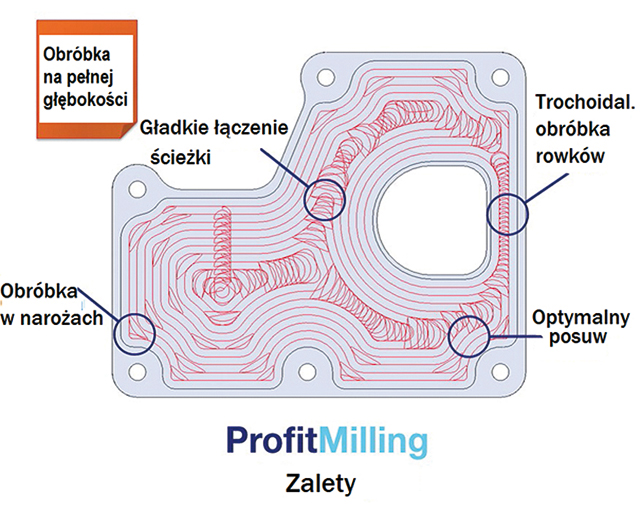
Profit Milling jest obróbką zgrubną HSM (High Speed Milling), która pozwala na znacznie większe głębokości skrawania i większe posuwy narzędzia. ProfitMilling nie ogranicza się do sterowania jednym czynnikiem, ale monitoruje kilka istotnych parametrów skrawania i maszyny. Zarządza również wielkością wióra i bocznymi siłami skrawania przy obliczaniu ścieżki, jednocześnie utrzymując kąt styku narzędzia i szybkość usuwania materiału w określonych granicach. Zawiera w sobie dynamiczne zmiany posuwu na ścieżce i wykorzystuje możliwość optymalizacji ścieżki dla maszyny o określonych możliwościach.
Ograniczenia tradycyjnej ścieżki narzędzia w „kieszeni”: ostre naroża oznaczają duże siły skrawania, duże przyśpieszenia i wyhamowania ruchu do zera, rowki tworzą bardzo niekorzystne warunki, stały posuw dla osi narzędzia, duży kąt opasania narzędzia.
Programowanie obróbki części musi te ograniczenia uwzględniać.
Gładki kształt ścieżki na łączeniach i przejściach, trochoidalna strategia dla rowków, optymalny posuw dla kształtu ścieżki, wybieranie w narożach lub usuwanie mniejszej ilości materiału, aby wyeliminować drgania i utrzymać stały kąt opasania narzędzia, optymalizacja ruchów przejść z małym uniesieniem w Z dla zmniejszenia efektu ciągnięcia.
Obróbka ProfitMilling jest opcją dostępną w operacjach: kieszeniowanie, konturowanie, 3-osiowa obróbka zgrubna, 5-osiowa obróbka zgrubna, 5-osiowa obróbka kanału.
Może ona z wyglądu przypominać wzory oferowane przez inne programy typu CAM, ale trzeba pamiętać, że ścieżka to znacznie więcej niż pozycja narzędzia, a dynamiczny posuw jest decydujący dla możliwości obróbki.
| Jakub Broda – technolog w firmie Frauenthal Automotive Toruń „Wykonujemy stemple i matryce z trudnoobrabialnych stali wysokostopowych do obróbki plastycznej na zimno i na gorąco dla przemysłu motoryzacyjnego. Cyklu ProfitMilling używamy, gdzie to tylko jest zasadne: w obróbce kieszeni, w pogłębieniu otworów pod łby śrub i rowków. Wykorzystujemy frezy pełne i głowice frezarskie. Stosując dwukrotnie większy posuw niż dla innych cykli frezarskich, obserwujemy przynajmniej 2–3-krotny wzrost trwałości narzędzi oraz idealnie równe krawędzie – szczególnie w narożach. Jesteśmy zadowoleni, bo nasze produkty mają wyższą jakość przy niższych kosztach wykonania”. |

![Liderzy polskiego rynku aut dostawczych. Który najlepiej spełni oczekiwania firmy? [RAPORT]](https://polskiprzemysl.com.pl/wp-content/uploads/xCover-320x167.jpg.pagespeed.ic.kqrqKFRnXp.jpg "Liderzy polskiego rynku aut dostawczych. Który najlepiej spełni oczekiwania firmy? [RAPORT]")









